
- 核心人員20余年油缸行業經驗
- 非標油缸20天交貨周期
- 標準油缸7天交貨周期
- 售后服務2小時內反饋

缸筒、活塞和活塞桿磨損或拉溝的修理
1)修理時,要對其內、外徑及圓度進行精確測量。若缸筒內孔磨損較嚴重,可用研磨芯軸研磨或在鏜床上珩磨修理;如果活塞外圓磨損,可用電鍍修復,磨損嚴重的應更換。若活塞桿磨損,可先進行刷鍍,后進行磨削,最后調整活塞桿與導向套的配合精度,此時可對導向套適當擴孔或重新車制導向套。當進行上述修理時,切記要及時更換各種橡膠密封件。
2)活塞桿出現拉溝或產生其他硬傷時,可采用刷鍍或焊補修復。補焊時,要先將活塞桿放穩,用酸水洗凈油污,再將一塊紫銅板(厚2 mm)彎成圖4-24所示形狀,其焊接開口的大小、形狀要根據實際需要剪切,最后用螺釘將其夾緊在活塞桿上,且鄰近的地方還要用絕緣材料擋好,才能開始補焊。焊后須修磨。
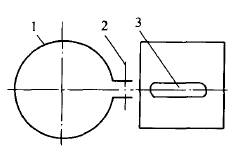
圖4-24 焊補保護罩
1紫銅罩 2緊固螺釘 3焊接開口
3)電刷鍍修復工藝。① 電凈:選用TGY一1號電凈液,活塞桿接電源負極(正接),通電,電壓10~14V,時間l0~30s。電凈目的是去除表面油膜。電凈后用自來水沖去活塞桿表面的殘液。②活化:選用THY一5號活化液,活塞桿接電源正極(反接),通電,電壓l2~l5V,時間l0~30s;活塞桿接電源負極(正接),通電,電壓l0~l2 V,時間l0~20s,此時括塞桿表面呈銀灰色。活化目的是去除活塞桿表面的氧化膜。③刷鍍底層:鍍特鎳(TDY101),無電擦拭3~5s。活塞桿接電源負極(正接),通電,電壓l5~l8v。陰陽極相對運動速度10~15m/min。鍍層厚度δ=2μm。④刷鍍工作層:選用快速鎳(TDY102),無電擦拭3~5s。活塞桿接電源正極(反接),通電,電壓l5V。陰陽極相對運動速度12~15m/min,以消除應力、提高強度。當損傷處填滿后,用金相砂紙、油石打磨表面,并用樣板進行檢測。⑤刷鍍最終工作層:活塞桿接電源正極(反接),通電,電壓15V。陰陽極相對運動速度l2~15m/min。鍍鉻金,鍍層厚度δ=2~5μm。⑥拋光:用拋光輪對刷鍍處進行拋光,使其表面粗糙度達到Ra=0.4μm,尺寸精度符合要求。
< 上一個
液壓應用的領域
下一個 >
耳環安裝油缸的注意事項

 蘇公網安備32041202002180 常州網絡公司常州鼎豪網絡 | 免責申明
蘇公網安備32041202002180 常州網絡公司常州鼎豪網絡 | 免責申明